Ricostruzione pneumatici: quando le gomme diventano ecologiche, sicure e… convenienti!
Perché oggi, nel pieno dello sviluppo tecnologico del mondo automotive, ha senso parlare di pneumatici ricostruiti?
Semplice: le gomme ricostruite sono in realtà lo specchio del nuovo pneumatico di qualità, sempre più performante. Perché sono sicure, economiche ed hanno una forte valenza ecologica.
La vera domanda da porsi, quindi, non è “perché ricostruire”, quanto piuttosto “perché non ricostruire”?
Pneumatici ricostruiti: il risparmio
Una gomma ricostruita costa molto meno di un pneumatico nuovo di qualità (fino al 50% in meno)! Pertanto il ricostruito è un “amico affidabile” per l’utilizzatore ed una valida soluzione per ridurre i costi di gestione dei pneumatici e avere un prodotto performante come se fosse nuovo.

Il valore ecologico delle gomme ricostruite
Grazie alla ricostruzione delle gomme, nel 2015:
Si è calcolato che per produrre un pneumatico vettura nuovo dal peso medio di 8 Kg occorrono circa 30 litri di petrolio, mentre per uno autocarro dal peso medio di 60-70 Kg i litri di petrolio salgono a 90! Con la ricostruzione pneumatici è necessario, invece, solo il 20% di queste materie prime visto che gran parte viene riutilizzato.


Inoltre, un recente studio inglese che ha monitorato la produzione di pneumatici per il trasporto leggero, ha concluso che la ricostruzione gomme porta ad un abbattimento delle emissioni nocive di oltre il 30% rispetto la produzione del nuovo.
A questo proposito, nel 2004 la Corte Costituzionale ha emanato una sentenza di rilievo per la tutela ambientale in cui ha ribadito la validità dell’obbligo di riserva per i pneumatici ricostruiti in misura del 20% negli acquisti destinati ai mezzi delle flotte pubbliche.
Nella sentenza si legge, infatti, che “è evidente la valenza ecologica dell’attività di ricostruzione degli pneumatici in quanto tende a ridurre in modo sostanziale il numero di quelli destinati allo smaltimento consentendo allo stesso tempo di valorizzare un’utile risorsa con conseguente risparmio energetico ed economico”
Il pneumatico ricostruito è sicuro?
La ricostruzione di pneumatici è regolamentata da severe norme tecniche:
Tali Regolamenti disciplinano tutte le fasi del processo di ricostruzione gomme, stabiliscono criteri e requisiti per l’omologazione dell’impianto di ricostruzione, definiscono tutte le marcature da riportare sul pneumatico.
Per ottenere e mantenere l’omologazione 108 e 109, inoltre, l’impianto è soggetto a controlli e deve sottoporre periodicamente un numero stabilito di pneumatici a prove di carico e velocità così come avviene per l’omologazione delle gomme nuove.
Si tratta, quindi, di controlli che garantiscono sicurezza, prestazioni e durata.
L’omologazione dei pneumatici ricostruiti, rientranti nel campo di applicazione dei regolamenti ECE ONU 108 e 109 (vettura e veicoli commerciali), è obbligatoria.
Come stabilito dalla decisione 2006/443/CE del Consiglio Europeo, dal 13 settembre 2006 non è più possibile commercializzare in tutto il territorio dell’Unione Europea pneumatici ricostruiti non conformi alle norme ECE ONU 108 e 109. La gomma ricostruita omologata riporta il relativo marchio di omologazione che deve essere ben visibile sul fianco del pneumatico.

Il processo di ricostruzione
1- Selezione preventiva dei pneumatici
Ogni pneumatico destinato alla ricostruzione è sottoposto a diversi controlli per accertare la sua idoneità ad un’altra vita. Il primo controllo è quello tattilo/visivo, effettuato da un esperto operatore che ispeziona accuratamente il pneumatico, sia all’esterno che all’interno, per mezzo di specifici strumenti. Il controllo dell’operatore è integrato da quello strumentale con diverse tecnologie quali ad esempio la shearografia.

2- Raspatura
Superato il primo esame, il pneumatico viene sottoposto alla raspatura. Essa consiste nell’asportazione del battistrada residuo e nella preparazione della superficie che dovrà accogliere il nuovo battistrada. L’operazione avviene con l’impiego di specifici macchinari.

3- Ispezione carcassa e riparazione
Terminata la raspatura si procede ad un’ulteriore ispezione della carcassa. In questa fase vengono effettuate eventuali riparazioni.
4- Soluzionatura
Si procede all’applicazione di uno strato di gomma liquida che predispone la superficie all’applicazione del nuovo materiale.

5- Applicazione del nuovo battistrada
Fino ad ora il procedimento per la ricostruzione “a caldo” ed “a freddo” sono eguali, da questa fase le operazioni si differenziano come segue.
Tecnica a caldo
La carcassa viene montata su un macchinario rotante che applica una nuova fascia di gomma cruda senza disegno.

Tecnica a freddo
Si applica sulla copertura un battistrada prestampato e già vulcanizzato. Il battistrada è disponibile come fascia o in forma di anello chiuso. Oltre alle fasce piane ci sono quelle con le “alette” laterali per raccordare il loro profilo a quello dei fianchi della copertura.

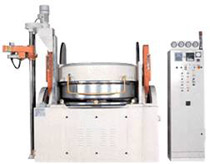
6- Vulcanizzazione
Tecnica a caldo
Il pneumatico preparato con un profilato liscio entra in una pressa di vulcanizzazione munita di uno stampo col disegno che verrà impresso sul pneumatico. La pressa è dotata di dispositivi per regolare tempo, temperatura e pressione interna.
La temperatura del processo per la ricostruzione a caldo autocarro oscilla fra i 150 ed i 160 °C. La pressione è di circa 14-16 atmosfere. Allo scadere del tempo necessario –anch’esso variabile secondo la dimensione della copertura e lo spessore battistrada- avviene lo scarico dell’aria ed il pneumatico può essere estratto dallo stampo.
Tecnica a freddo
Il pneumatico viene montato su apposita macchina per l’applicazione degli envelopes per mezzo dei quali viene messo sotto vuoto al fine di estrarre l’aria residua fra la carcassa del pneumatico e il battistrada prestampato e le sue eventuali alette.
Successivamente il pneumatico entra in una autoclave per essere vulcanizzato. La “cottura” dura in media: 2,5 – 3,0 ore. La temperatura è di circa 110 °C..

7- Controllo e finitura
Estratto dalla pressa vulcanizzatrice o dall’autoclave, il pneumatico ricostruito è sottoposto ad un controllo finale interno ed esterno e verificato a pressione in appositi macchinari.
Infine viene rifinito.
Il pneumatico è pronto per una seconda vita.

Rifer Gomme: l’azienda di ricostruzione pneumatici a Macerata e Fermo
La Rifer Gomme opera nel settore della ricostruzione pneumatici da trent’anni, investendo costantemente nelle nuove tecnologie ricostruttive e nell’impiego di mescole di ultima generazione.
In questo modo Rifer Gomme è in grado di offrire un’ampia scelta di pneumatici ricostruiti adatti ad ogni veicolo ed utilizzo.